
Lijevani čelični kolut su kritične komponente u industriji metala, posebno u valjanim mlinovima. Oni nude isplativo rješenje s izvrsnom otpornošću na habanje, žilavosti i toplinskom stabilnošću. Ovaj članak istražuje svojstva, proizvodne procese i ključne primjene od lijevanih čeličnih kolutova, uspoređujući ih s alternativnim vrstama kotrljanja.
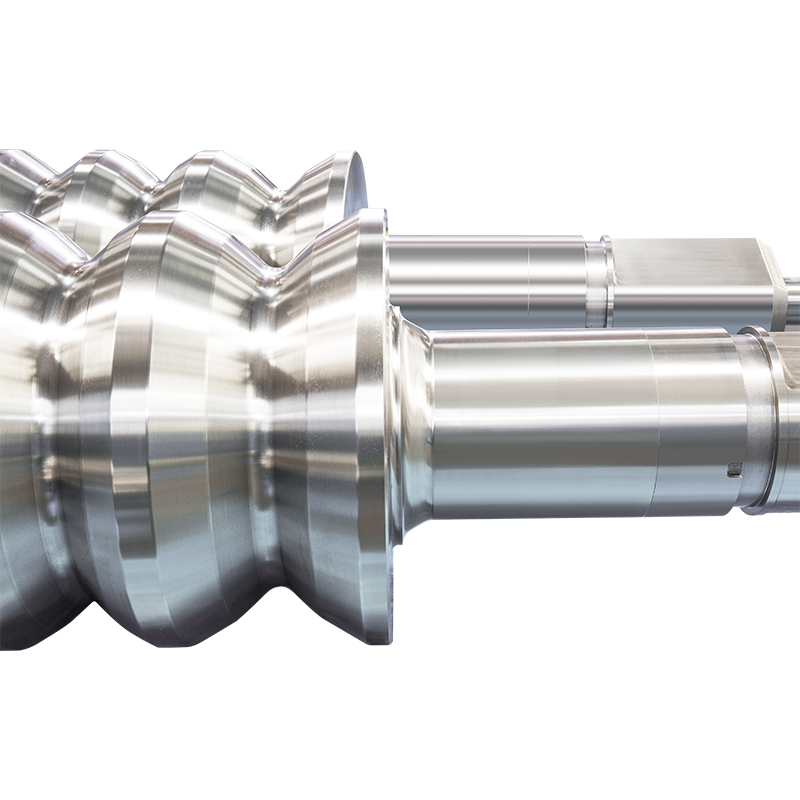
Odliveni čelični kolut je cilindrični alat koji se koristi u valjanim mlinovima za oblikovanje, smanjenje debljine ili prenošenje površinskih završnica metalnim proizvodima. Ove se role proizvode metodama lijevanja, nudeći različite prednosti u određenim industrijskim primjenama.
Lijevane čelične peciva posjeduju nekoliko važnih karakteristika koje ih čine prikladnim za zahtjevne industrijske primjene:
| Imovina | Opis | Važnost |
|---|---|---|
| Tvrdoća | Tipično 35-85 HS (obala tvrdoće) | Određuje otpornost na habanje |
| Žilavost | Visoki otpor udara | Sprječava pucanje pod stresom |
| Toplinska stabilnost | Održava svojstva pri visokim tempovima | Neophodno za vruće kotrljanje |
| Nositi otpor | Superiorni od mnogih peciva od lijevanog željeza | Proširuje život |
Proizvodnja visokokvalitetnih lijevanih čeličnih kolutova uključuje nekoliko preciznih koraka:
Drveni ili metalni uzorci stvoreni su za stvaranje šupljine kalupa za kolut.
Plijesni kalupi pripremaju se pomoću uzoraka, obično pomoću pijeska vezanog za smolu za bolju površinsku završnu obradu.
Čelik se rastopi u električnim lučnim pećima na temperaturama oko 1600 ° C (2912 ° F) i pažljivo se izliva u kalupe.
Brzina hlađenja se kontrolira radi postizanja željene mikrostrukture i minimiziranja unutarnjih naprezanja.
Rolls prolaze procese poput gašenja i kaljenja kako bi se postigla optimalna mehanička svojstva.
Konačne dimenzije i završna obrada površine postižu se okretanjem, mljevenjem i poliranjem.
Ultrazvučna ispitivanja, mjerenja tvrdoće i dimenzionalne provjere osiguravaju kvalitetu proizvoda.
Lijevane čelične peciva služe u raznim industrijskim sektorima:
| Industrija | Prijava | Vrsta kotrljanja |
|---|---|---|
| Proizvodnja čelika | Vrući valjani mlinovi | Sigurnosne koprive, radne role |
| Obojeni metali | Kotrljanje aluminija | Srednje kolutove |
| Obrada metala | Kotrljanje ploča | Valjaci velikog promjera |
| Žičana proizvodnja | Mlinovi šipke | Uređene peciva |
U usporedbi s drugim vrstama kotrljanja, lijevane čelične valjke nude nekoliko prednosti:
Niži troškovi proizvodnje u usporedbi s kovanim rolama, posebno za velike promjere.
Složeni unutarnji kanali za hlađenje mogu se ugraditi tijekom lijevanja.
Sastav legura može se precizno kontrolirati za određene primjene.
Može se proizvesti u veličinama koje je teško postići kovanjem.
Razumijevanje razlika pomaže u odabiru desnog tipa kotrljanja:
| Parametar | Lijevane čelične peciva | Kovane čelične peciva |
|---|---|---|
| Metoda proizvodnje | Lijevanje | Kovanje |
| Zrna | Veće žitarice | Fina, usmjerena zrna |
| Koštati | Općenito | Viši |
| Ograničenja veličine | Manje ograničenja | Ograničeno kovanje kapaciteta |
| Najbolje za | Veliki promjeri, složeni oblici | Aplikacije visokog stresa |
Pravilno održavanje proširuje vijek rola i održava kvalitetu proizvoda:
Provjerite postoje li površinski pukotine, uzorci trošenja i promjene dimenzija.
U suhim uvjetima pohranite vodoravno na podstavljenim stalcima kako biste spriječili iskrivljenje i hrđu.
Upotrijebite odgovarajuću opremu za podizanje kako biste izbjegli oštećenja od udara.
Provedite pravilne postupke čišćenja i podmazivanja tijekom uporabe.
Uklonite površinske nedostatke prije nego što se razmnože u dublje pukotine.
Razumijevanje mehanizama neuspjeha pomaže u prevenciji:
| Vrsta neuspjeha | Uzrok | Metode prevencije |
|---|---|---|
| Kopački | Umor, preopterećenje | Pravilan odabir tvrdoće |
| Toplinsko pucanje | Brze promjene temperature | Kontrolirano hlađenje |
| Nositi | Abrazivni kontakt | Tvrdoglav ili premazi |
| Lom | Utjecaj, nedostaci | Kontrola kvalitete |
Inovacije i dalje poboljšavaju performanse rola:
Nove kompozicije nude bolje kombinacije tvrdoće i žilavosti.
Računalno kontrolirani procesi osiguravaju konzistentnija svojstva.
Napredne NDT metode ranije otkrivaju manje nedostatke.
Laserski tretmani i premazi produžuju život.
Razmislite o tim čimbenicima pri odabiru rola za vašu prijavu:
| Faktor | Obzir |
|---|---|
| Postupak valjanja | Vruće nasuprot zahtjevima za hladnim valjanjem |
| Materijal koji se valja | Tvrdoća i abrazivnost |
| Proizvodni volumen | Veliki volumen treba više valjaka otpornih na habanje |
| Konfiguracija mlina | Pozicioniranje i naprezanje kotrljanja |
| Proračun | Početni trošak u odnosu na ukupni životni ciklus |
Lijevane čelične peciva ostaju bitne komponente u operacijama kotrljanja metala, nudeći ravnotežu performansi i isplativosti. Razumijevanje njihovih svojstava, proizvodne procese i pravilna primjena pomaže industrijama da maksimiziraju njihovu vrijednost. S kontinuiranim tehnološkim napretkom, odliveni čelični valjci i dalje se razvijaju, ispunjavajući sve veće zahtjeve moderne obrade metala.
Život se široko razlikuje (od tjedana do godina), ovisno o uvjetima primjene, valjanom materijalu i praksi održavanja.
Da, tehnike poput tvrdog i mljevenja mogu produžiti život, ovisno o opsegu štete.
Viši ugljik općenito povećava tvrdoću, ali smanjuje žilavost. Optimalna ravnoteža ovisi o specifičnim potrebama aplikacije.
Obično 8-12 tjedana za standardne veličine, duže za poprinde ili velikih kolutova promjera.
Da, njihov duži radni vijek i reciklabilnost doprinose smanjenom utjecaju na okoliš u usporedbi s čestim zamjenama.
Copyright © Huzhou Zhonghang Roll Co., Ltd. All Rights Reserved.


 中文简体
中文简体 za mlin")
 za valjak za vruću traku")
 za mlin za šipke")
 za profilni mlin")
 za mlin za grubu obradu")
 za srednje srednje mlin")
 za mlin za završnu obradu")
 za postolje za predzavršnu obradu")